いよいよ望遠鏡パーツを作りにかかるよ。その前に、出力したSTLを3Dプリンタで印刷できるようにするにはスライサーというアプリケーションが必要。FLSUN 5Qには、CURAというスライサーが付属している。実行してみると、アプリケーション名はFLSUN Slicerとなっていた。
まずは、これまでに作図したM42P1→M42P.075を印刷してみたい。下の動画はプリント過程。
対物側を上にした場合と、接眼側を上にした場合の両方を印刷してみた。写真左が接眼側が上、右が対物側が上。サポートを入れなかった左は、フィラメントがダレてきちゃなくなってる。いずれも30分で終了。

サポートは必要だな。フィラメントが垂れてきたバージョンは使えなさそうだ。M42フォーカサーと31.7mmホルダーの間に、綺麗に印刷できたアダプタを装着してみる。

接眼側の31.7mm、M42P0.75はドンピシャ! ちょっとグリグリする必要はあったけれど、売り物のようにくっついたので歓喜。

しかし、これはビギナーズラックだったようだ。対物側にM42P1のフォーカサーを噛ませてみると、まったく噛み合わない。ピッチゲージで調べたので、P1であることは間違いないのだけれど、ちょっとメス側が小さいのかな。まったく、はまらない。

カメラde遊ingさんに教えていただいたところでは、必ずしも数値どおりに出力されるわけではないので、若干大きめ、あるいは小さめに調整するというのが秘訣らしい。FLSUN Slicerは、拡大縮小には対応していないので(追記:対応してました。ごめんなさい)、Ultimaker CURAとは似て非なるもののようだ。そういうことなので、Ultimaker CURAをダウンロードしてきた。
お試しフィラメントが切れたので、新しいフィラメントで100.3%でも試してみたんだが、M42P0.75(オス)を上にして印刷した場合は問題なし。いまのところM42P1(メス)とM57/60(メス)の印刷は成功していない。ネジのプロファイルをいじる必要があるのだろうか。
21時22分追記:M57/60(メス)の印刷に成功した。上に向けると問題ない。下に向けるとサポート材がねじ山に干渉したり、Brimっぽいバリが出てネジをはまりにくくするみたい。対物側と接眼側を分けて印刷してガッチャンコしたほうが早いのかなぁ。
ラズパイで遊んでいるEkos/INDIもそうだけど、設定周りでどはまりする遊びだな。
この記事へのコメント
あれ?そうですか?拡大縮小とかは基本の操作だと思うので必ずあると思いますよ。
細かいパラメーターの方じゃなくて、ファイルを開くとか別にアイコンが無いっすか?
そっちの並びに拡大縮小/移動/回転などがあると思いますよ。
アイコンを片っ端からクリックしてみると分かると思いますよ~。
UIからして別物っぽい雰囲気なんですが、片っ端からクリックしたらありましたm(_ _)m
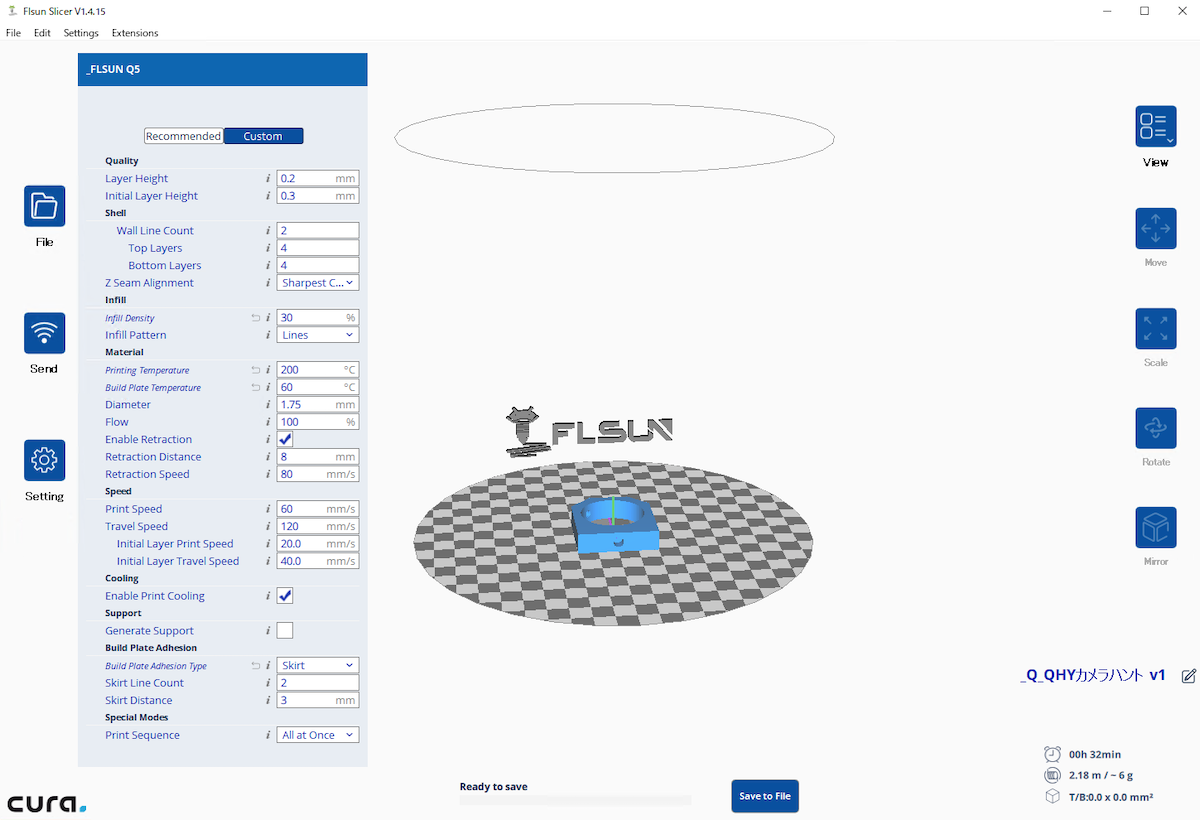
どんなものか、FLSUN Slicerのキャプチャをはっておきました。拡大縮小は、Scaleアイコンのところでした。
書き忘れた。
何かファイルを開いていないと拡大縮小とかのアイコンは出てこないか選べないと思います。
FLSUNのチュートリアルを見ると左下に徳利みたいなアイコンが並んでいるけど、それが回転/拡大縮小/反転だと思います。
違う動画を見たのかも知れませんが・・・。
Ultimaker CURAの方には徳利みたいなアイコンがあるのですが、付属品の方にはなかったです。でも、拡大縮小が見つかったので大丈夫です。ありがとうございます!
32mmで設計した穴が31.34mmにまで縮んでました。拡大縮小は必須ですね。
動画でテキストが崩れるの、カッコエエなぁ
真似したいけど、どうすりゃいいか分からない…
けむけむさん、After Effectsがメジャーなんだと思うのですが、フリー環境ならBlenderとか使うんですかね。私はこの手のソフトウエアは使ったことがないのでよく分からないのですが、Tipsを紹介しているサイトや動画も多いみたいですよ。こんなのとか。
https://sites.google.com/site/tomo0web/
curaベースなら対象オブジェクトにフォーカスしたら各種変形のアイコン(トックリetc.)が出るはずですが・・・
何しろ古い(Ver15.ナントカ)バージョンでやってるもんで。不確実な情報ですが。
出力誤差は生成されるG-CODEアルゴリズムにも関係してて・・・例えば、最初外周を印刷→中を埋める、とか、中を少し埋めてから外周を印刷、では微妙に仕上がりサイズが変わったりするそうです。スライサによって出来具合、かなり違うとも言う。昔はスライサとっかえひっかえでしたが、最近のcuraなら設定で何でもできそうです。制御ソフトのpronterface(:->)も不要みたいですし。
curaのバージョンでも出来不出来あるようで。singiverseで公開してるモデルに来た質問に「印刷エラー。curaのVer4.2は古いんだろうか?(原文は英語)」とか書いてあって、「V4は古すぎる」と答えであとでサイトを見ると2年前にV番号がリセットされたようで、古いcuraでOKなのに新しいcuraでErrって、恐らくSTL構文解釈が厳密になったのかなと思いました。
通常、簡易3DCADのTinkerCADで作ってるんですが、出力したSTLをSketchup(FUSION360でもOKなのかな?)で読み込んで法線を表示させると無駄な線がいっぱい。プラグインの法線除去でスッキリさせるとOKになったことも。また、STLの不都合(法線エラーとか面が閉じてないとか)をチェックしてくれるサイトもあったと思います。
それにしてもにゃあさんは、天体撮影パーツからブレないのがすごいですね。私なんか、目的無しに買って、半年ほどsingiverse森の中を彷徨う日々を過ごしました。
それから、デルタ型をチョイスしたのは思いがけずベストだったと思います。天体パーツって、円形が多い。XYZ型プリンタだとしょせんタテヨコの動作ですが、デルタ型のヘッドの動きってペンデュラムっていうか、円形作るのに最適と思います。あくまで思うだけですけど。ヘッドの滑らかな動き見てると羨ましくなってきます(イカンイカン)
i*matさん、私はあれこれ手を出しすぎてしまうのがいけないところです。聞いたこともないソフトウエアとか考え方が次々に出てきて脳みそが発熱を始めました(笑)ソフトウエアもトンカチやのこぎりのモノづくりと同じで、経験がものをいいますね。
おっしゃるとおり、デルタの円形の動きは特にスムーズな気がします。直線は慎重に描いているのに、円形のところはエイッって感じで動く気がしますね。XYZ型をよく見たことがないので、私も気がするだけですが(笑)
旋盤とかを扱う職人さんて、その製品の使われる場所や使われ方によって図面の数値に絶妙な遊びを(多分公差の範囲内なんだと思う)設けたりするらしい。(伝聞推量)
3Dプリンタもそういった経験やスキルが必要なんだろうね。
そういえば、知り合いのガラス職人の方が、どんな素材でも、どんな気温でも、常に同じ品質のものを作るのが技術だと言っていたのを思い出しました。