
FLSUN Q5のノズル落下問題は、Repetier-Host(v2.2.2)を経由して印刷することで回避できた。FLSUN Q5とRepetier-Hostの組み合わせで使っている日本のユーザーさんは少なそうだし、同じような不具合に悩んでいるユーザーさんはさらに少なそうなので、以下は俺得の備忘録なのだ。
The nozzle dropping trouble of the FLSUN Q5 could be avoided by printing via Repetier-Host (v2.2.2). The following is just a memorandum for my benefit.
Repetier-Hostのプリンタ設定をいじる
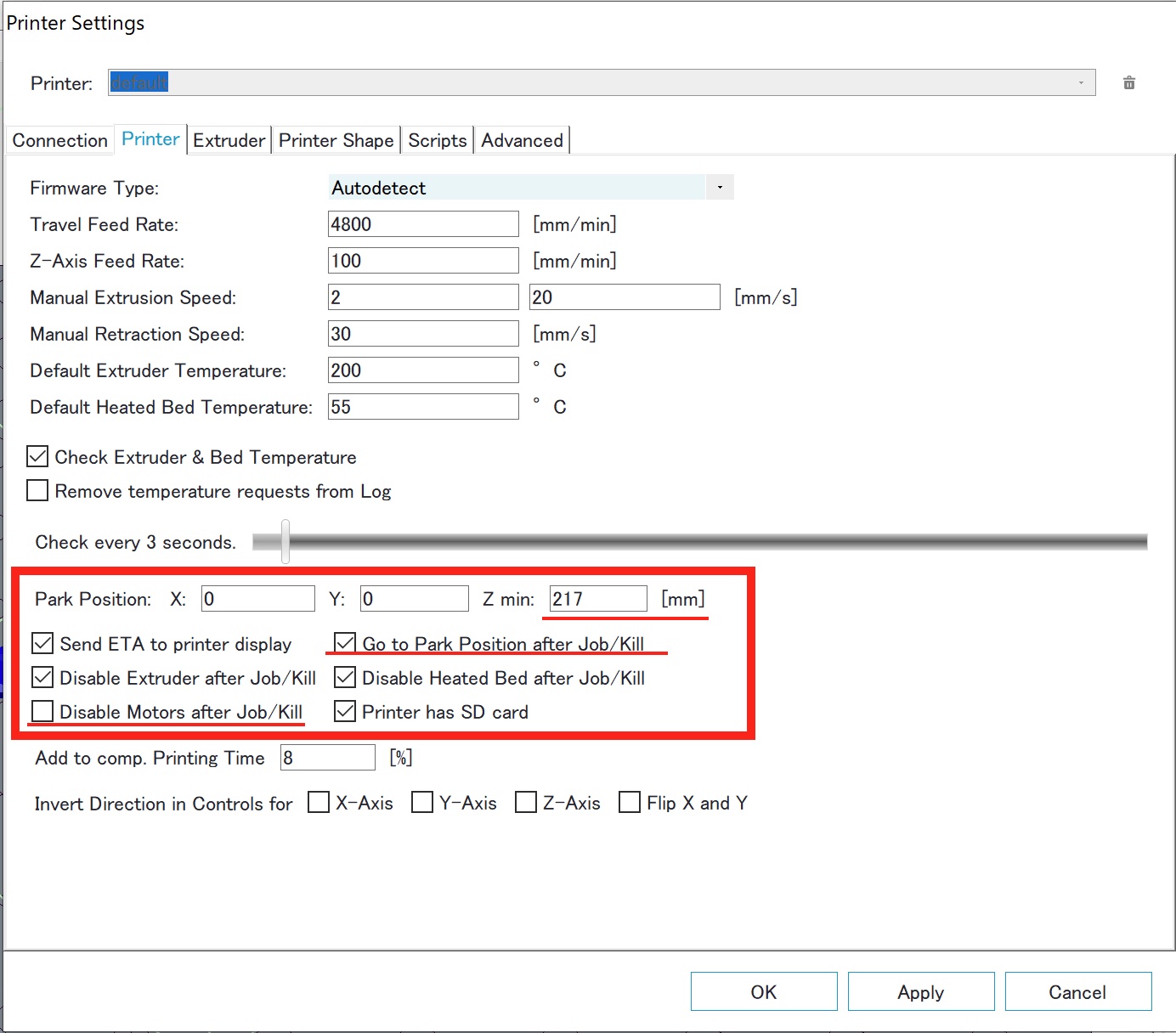
Repetier-Hostのメニューバーから[Config] > [Printer Settings]を選択。設定を下図の赤枠ように変更する。つまり、Park Position をX=0, Y=0, Z=217とし、[Go to Park Position after Job/Kill] にチェックを入れる。[Disable Motors after Job/Kill]のチェックをはずす。これで、印刷が終わってQ5のパークポジションに戻ったあとに、引き続きモーターの支柱に対するグリップ力を保つことができるのだと思う(しらんけど)。
Select [Config] > [Printer Settings] from the Repetier-Host menu bar. Change the settings as shown in the red frame below. In other words, set Park Position to X=0, Y=0, Z=217, and check [Go to Park Position after Job/Kill]. Uncheck [Disable Motors after Job/Kill]. This will allow the motors to continue to maintain their grip on the pillars after printing is finished and return to the park position (I don’t know).
G-Codeの書き換え
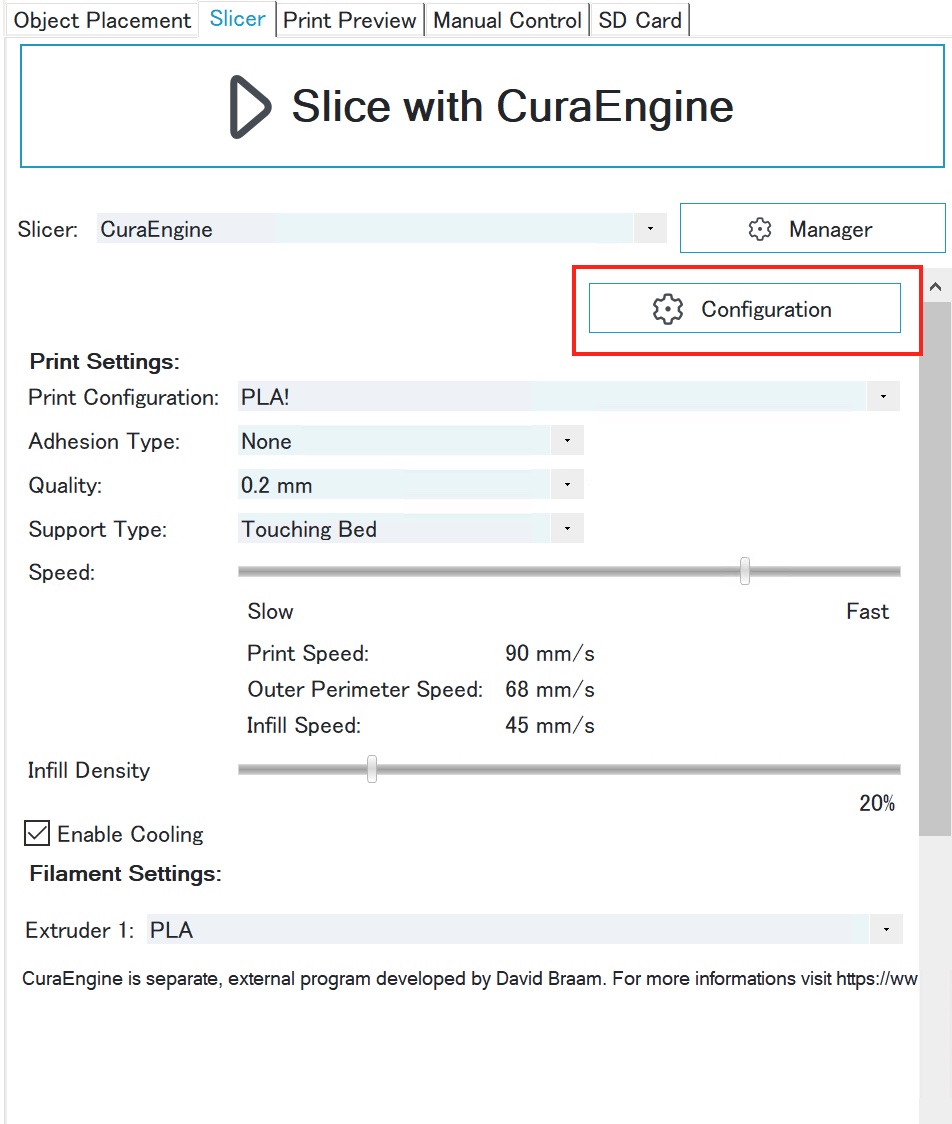
上のプリンタ設定だけではうまくいかなかったので、同じくRepetier-HostのG-Codeを書き換える必要があるみたいだ。今回は、Start G-CodeとEnd G-Codeの両方を書き換えるのだが、大事なのはEnd G-Codeのほう。[Slicer] > [Configuration]を押して、G-Codesタブに進む。
The printer settings above alone didn’t work, so it seems that I need to rewrite the G-Code of Repetier-Host as well. This time, I need to rewrite both Start G-Code and End G-Code, but the important part is End G-Code. Press [Slicer] > [Configuration] and go to the G-Codes tab.
End G-Code
まずは大事なEnd G-Codeの書き換えから。現在のところ、End G-Codeの設定は次のようにしている。印刷終了後、ノズルのZ軸を217mmまで上昇させる。おそらくこのあとに、上記の[Printer Settings]の処理が入るのだと思う。正しい書き方があるのだと思うけれど、これで動作している。
First, let’s rewrite the End G-Code. This is important. At present, the End G-Code is set as follows. After printing, The nozzle raises the Z-axis to 217mm. This process is probably followed by the above [Printer Settings] process.
M107 ; Turn off fan
M140 S0 ; Disable heated bed
G0 Z217 ; move head home position
Start G-Code
次は、Start G-Codeの設定。これはおまけ。今回の不具合には関係がないけれど、Curaの秘術を借用して追加した。ベッドとノズルの温度が規定に達したあと、ベッドの一番端っこで弧を描きながらフィラメントを絞り出し、高速移動の術を使って、余分なフィラメントをぶっちぎるという技を展開する。鼻水みたいになったフィラメントが印刷の邪魔だったので、これは重宝する。下から2行目のファンを停止させるM107(へびつかい座の球状星団ではない)の命令が必要なのかどうか不明。そもそもG-Codeのことがよく分かっていない。
The next step is to set Start G-Code. This is a bonus. It has nothing to do with the issue, but I borrowed Cura’s secret technique and added it. After the temperature of the bed and nozzle reaches the specified level, the filament is squeezed out by drawing an arc at the very end of the bed, and then using the fast movement technique, the excess filament is torn off. This came in handy since the snotty filament was getting in the way of printing.
;FLAVOR:Marlin
M82 ;absolute extrusion mode
G21
G90
M82
M107 T0
G28
G92 E0
{IF_BED}M190 S{BED}
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}
G0 E3 F200
G92 E0 ; reset extrusion distance
M106 S255 ; Enable cooling fan full speed
G1 X-98 Y0 Z0.4 F3000 ; move to arc start
G3 X0 Y-98 I98 Z0.4 E40 F400 ; lay arc stripe 90deg
G92 E0 ; reset extrusion distance
G4 P500 ; wait for 0.5 sec
G0 Z10 E-1 ; Lift 15mm and retract 1mm filament
G4 P2000 ; wait for 5 sec
G0 Z15
M107 ; Disable cooling fan
G1 X0 Y-85 Z4 E0 F3000 ; get off the bed
まとめ
作業は以上! ともかくだ。いまのところ、うまく動いている。カワウソの惨劇から解決までに約10日かかったけれど、メーカーから見捨てられたバグだっただけに、解決して安心した。
That’s it! Anyway. So far, it’s working fine. It took me about 10 days to solve the problem after the otter tragedy, but I’m relieved to have it solved, since it was a bug that was abandoned by the manufacturer.
この記事へのコメント
FLSUN Q5に関しては、しばらくは静観だな。^^ワクワク
これからQ5を買おうとしている人には、別の機種をおすすめするかもしれません。サポートが十分に整ってないというのは、やっぱり不安ですよね。さて、次はどんなトラブルに見舞われるか! お楽しみです(笑)
しかし、カワウソのペン立てを印刷中にトラブルなんて、にゃあさんらしいと思ったよ。
黒いドロドロの物体を見て最初何かわからんかった。
ちゃんとした完成品の写真を見て思わず笑ってしまった。
コソコソとこんな物を作ってたのか。ってね。^^ハハハ
曇りが続いたこともあって、最近は、星よりプリンタにかける時間のほうが長いです。フィギュアの類を作りたいと思うと、熱溶解式ではなくて、光造形式のプリンタがほしくなります。Q5が治ったので、物欲は失せましたが…。カワウソはこんな感じでプリントできましたよ。PETGでゆっくりプリントしたほうがきれいにできる印象です。
https://tentaip.space/wp-content/uploads/2021/10/7bf1b9756def61a02a69257c70e56716.jpg
表面ツルツルにした方がなんか良さげに見えましたが、ABSでアセトンを使ったりしてみたらどうなんでしょうか?
自分はそれを突き詰めたことが無いんですが、ツルツルいなる事だけは確認しました。
あとバーナーで炙るとか?
カメラde遊ingさん、鋭いです!FDMの表面処理を勉強しようと思っています。大きめのオブジェクトの場合は素直にやすりがけかなと思っているのですが、小さいと薬品使うか、パテ処理するかでしょうか。このあたり勉強します。見た目重視なら、光造形に行ったほうが面倒ないんですが…
素晴らしい!EXECELLENT!!
メーカーが匙を投げた現象を自己解決できるなんて!!!
カメラde遊ingさん、ありがとうございます! おかげでGコードのことが少し分かり、プリンタ動作の理屈も少し勉強になりました。こうやって経験値が積まれていくわけですね。願わくば、トラブルはごめんですが(汗)
先日の3Dプリンタ、ぶっ壊れたらしいという記事読んでハラハラしてましたが、上手にリカバリされたようでスバラシイです。
もしたして、ドライバソフトの不具合でモータードライバが電流オーバー過負荷で飛んでしまった?→基板お交換かなー?思ってたんですが、ハードじゃなかったんですねー良かった々々。
Gcode知識があるとプリンターたちの気持ちがもっと解ってやれそうです。Gcode-simuratorっていうアプリなんかでヘッドの動きを解析してみるのもモシカシテ何かの参考になるかも?
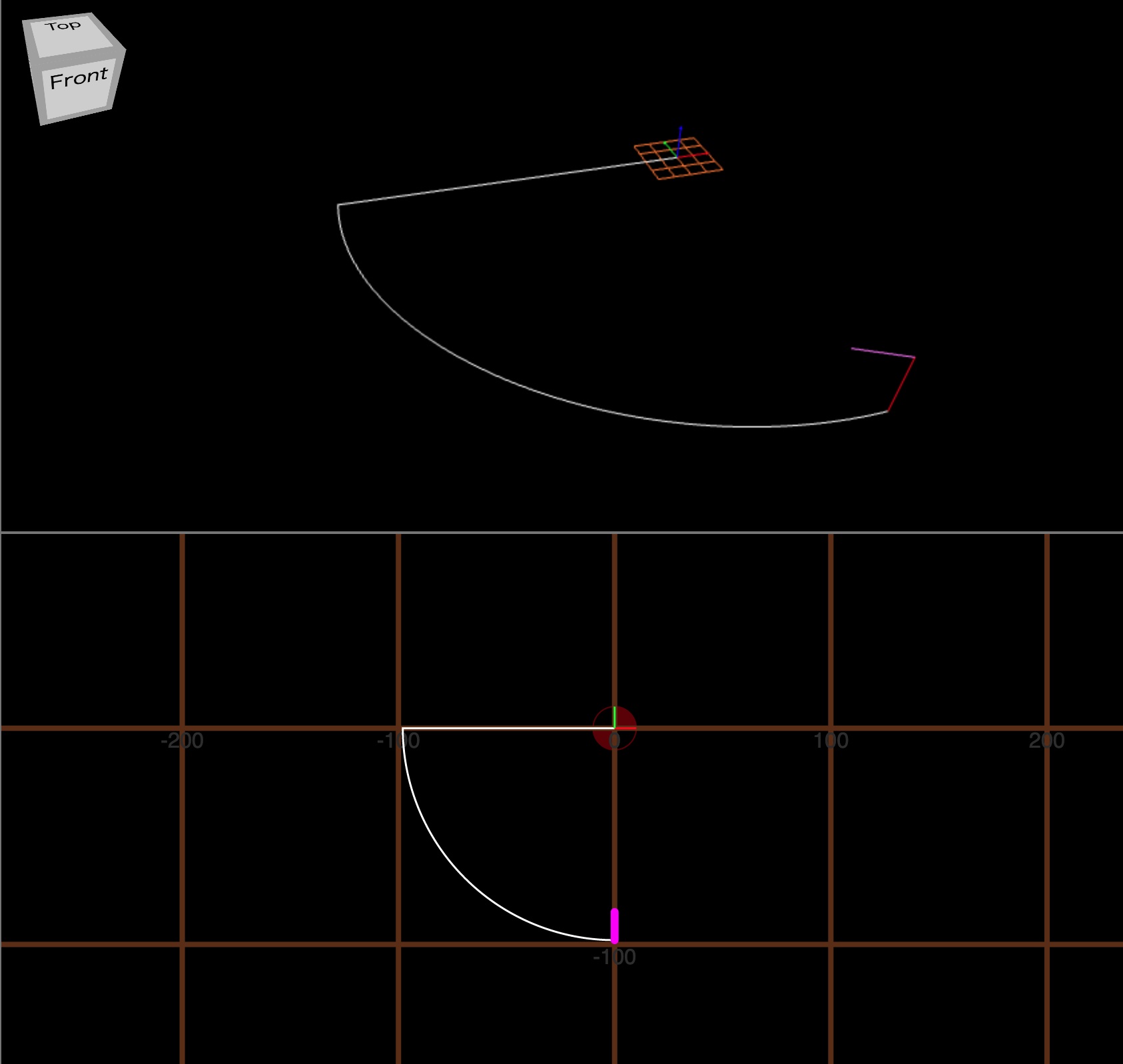
i*matさん、ありがとうございます! シミュレータってこんなやつですね。
https://nraynaud.github.io/webgcode/
おもしろーいです。Start G-Codeの動きを本文下に貼ってみました。百聞は一見にしかずですね。変数が必要な行は、赤で示してくれるのがいいですね。
参考にします!